義烏高性能低煙無鹵造粒機廠家
發布時間:2021-12-25 10:39:45
義烏高性能低煙無鹵造粒機廠家
您已經了解了雙螺桿擠出造粒機的設計,但這種造粒機的工作原理是什么? 要了解造粒機的工作原理,請允許我將其分解為以下部分:進水區。這里基本上發生的是原料的吸入,壓縮和輸送。這些原料可以是樹脂或顆粒。如果您想給自己獨特的產品特性,您可以選擇在此階段添加添加劑。隨著壓縮的進行,發生空氣的去除,使得材料上沒有空氣。樹脂通過料斗送入雙螺桿擠出機,并通過進料喉進入螺桿。然后螺絲將材料向前移動。吸入容量取決于一些因素,包括螺桿速度,樹脂密度。還取決于螺釘的通道深度和螺距。請記住,如果樹脂和桶之間發生摩擦,材料只能向前移動。
義烏高性能低煙無鹵造粒機廠家
一、雙螺桿擠出造粒機使用500小時后,減速箱中會有齒輪磨下來的鐵屑或其它雜質,所以,應清洗齒輪同時更換減速箱潤滑油。二、雙螺桿擠出造粒機在用一段時間之后要對擠出機進行一次全面的檢查,檢查所有螺釘的松緊情況。三、雙螺桿擠出造粒機如果生產中突然斷電,主傳動和加熱停止,當恢復供電時,必須將料筒各段重新加熱到規定的溫度并保溫一段時間后方能開動擠出機。四、雙螺桿擠出造粒機如發現儀表、指針的轉向滿度,應檢查熱電偶等邊線的接觸是否良好。
義烏高性能低煙無鹵造粒機廠家
雙螺桿擠出機的機筒磨損要表現在隨著運用過程的的磨損,造成機筒內徑直徑增大,機筒因為內外表硬度高于螺桿,機筒的損壞要比螺桿來得晚。機筒維修方法和修復過程中需求留意以下事項如下:1、 機筒因磨損添加直徑,假如還有一定的滲氮層,可把機筒內孔直接進行鏜孔研磨,得到新的直徑尺度,然后按照新的直徑制造新的螺桿。2、 通過機加工,機筒內徑經修整重新澆鑄合金,厚度控制在1~2mm間,然后進行精加工至必要的新尺度。3、平行雙螺桿擠出機通常情況下機筒均化段磨損較其它位置快,可將均化段鏜孔修整,再配一個滲氮合金鋼襯套,內孔直徑參照螺桿直徑,留在正常配合間隙,進行加工制造。4、 螺桿和機筒制造用資料。目前國內制造螺桿和機筒常用資料,有45、40Cr和38CrMoAlA,而進口擠出機中螺桿和機筒的制造資料,常用合金鋼有34CrAINi7和CrMoV9,其資料的屈從強度有900MPa左右。經滲氮處理后,既耐磨又有杰出的抗腐蝕性,硬度在1000HV以上。

義烏高性能低煙無鹵造粒機廠家
pvc造粒機使用時的注意事項介紹:開機前,先加熱約45分鐘左右。把溫度調高至能用手拉馬達三角帶,以正常的旋轉方式連續拉8~10次。接著繼續加熱約10分鐘,然后打開電源,但是由于正常生產需要持續補充熱量,所以要繼續加熱,根據塑料的不同特性調節不同溫度。塑膠制粒機在正常運行時,溫度應保持穩定,不能有高低之分。放氣孔附近,直至頭部部位溫度維持在200℃左右(指丙烯,乙烯)。進料均勻,不出現缺料現象。在啟動之前,先加熱大約45分鐘。把溫度調高至能用手拉馬達三角帶,以正常的旋轉方式連續拉8~10次。接著繼續加熱大約10分鐘,然后打開電源,但要繼續加熱,因為正常生產需要持續補充熱量;根據塑料的不同特性調節不同溫度。塑膠制粒機在正常運行時,溫度應保持穩定,不能有高低之分。放氣孔附近,直至頭部部位溫度維持在200℃左右(指丙烯,乙烯)。進料均勻,不出現缺料現象。機器進料速度與進料速度應配合適當。影響了該顆粒的質量和產量。停車時,主機應切斷電源。取下端子(帶扳手部分)封口。在下次使用之前要單獨加熱。
義烏高性能低煙無鹵造粒機廠家
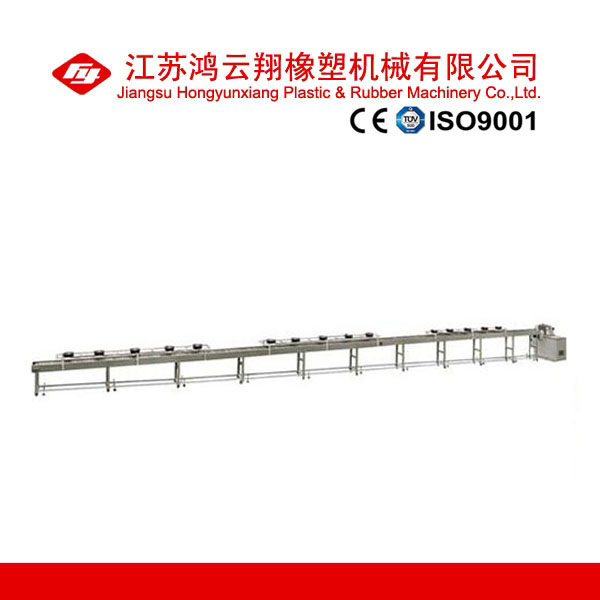
我們的雙螺桿擠出機具有不同的機筒長度,可輕松滿足客戶的擠出要求。它有反向旋轉選項。其技術規格可根據聚合物和加工任務進行選擇。它的水桶是水平分開的,可以傾斜以便在兩側打開。我們的雙螺桿擠出機也可以單機版本提供。這是一款全能的分段機筒設計機器,可實現不同的加工長度。它被廣泛用作試驗工廠,在線混合器以及國內和國際工業操作中的配方開發。

義烏高性能低煙無鹵造粒機廠家
1.平行雙螺桿擠出機自然排氣口。螺桿設計:大螺距傳動元件。它必須在排氣口之前使用一個左旋螺桿元件以形成材料的回流并形成高壓以除去揮發性雜質和氣體和蒸汽。2.側進料器進料部分。目的:向熔融的聚合物中加入合適的材料。螺桿設計:大間距輸送元件,用于空腹輸送。并使用小間距元件在側進料器之前壓縮材料。材質:通常添加玻璃纖維,碳纖維或填充材料等。溫度:側進料器或下一部分的桶段溫度可能低于沉降溫度。加熱器需要繼續工作。3.捏合部分(復合)。4.真空脫氣口。目的:雙螺桿擠出機通過泵從熔化材料中除去揮發性雜質和氣體以及蒸汽。螺桿設計:大螺距傳動元件。必須在排氣口之前使用一個左旋螺桿元件以形成材料的回流并形成高壓。裝置:通過與水環水泵連接的管道。溫度控制:由于吸收熱量時的氣體吸收,溫度可能低于沉降。質量:如果真空不夠,會導致顆粒發泡或含有氣體。并且還可能導致材料流回到進料器和側進料器,形成堆疊。5.測量壓力部分。對材料加壓并擠壓。